+86-0577 56666518 info@tinsi-steel.cn
Language:  ∷
∷ 
∷ ∷ Tinsi-steel stainless steel capillary small diameter tube tubing
Key word
Stainless steel Capillary ,stainless steel capillary tubing, stainless steel capillary tube, stainless steel small tubes pipes ,stainless steel seamless capillary,stainless steel welded capillary,austenitic stainless steel seamless capillary,seamless small diameter capillary, stainless steel capillary,steel capillary,welded steel capillary tube,austenitic stainless steel capillary tubing ,piping astm a632 standard specification capillary

Introduce of TINSI-STELL
|
Stainless Steel Capillary OD:3-12mm THK:0.3-2mm |
||
|
Description |
stainless steel capillary: outer diameter 3-15mm,wall thickness 0.3-1mm. Main standards:GB 3090/ASTM A632.Also seamless or welded pipes could be available.production process is high frequency automatic welding and cold drawing/cold rolling, specifications could be booking depend customized and less ready stock. Mainly used in automation equipment,hydraulic system,medical,precision instrument and parts,electric heat pipe,automobile,etc. Usually (soft state) BA (bright annealing)and part of MP (MB+polishing) |
|
|
Process Method |
Seamless cold drawn&cold rolled |
Welded Pipe with cold drawn |
|
Standard |
ASTM A632,ASTM A270,ASTM A 269,ASTM A511,EN10216-5,ISO1127,etc |
|
|
Material Grade |
Austenitic:TP304,TP304L,TP316L,TP347H,TP321,TP310S,etc |
Mainly:TP304/TP316L |
|
Duplex steel:S31803,S32750,S32760,904L |
||
|
Nickel alloy:Incoloy800,825,925, |
||
|
Outer Diameter |
3mm-12mm |
3-12mm |
|
Thickness |
0.5mm-2mm |
0.2-1mm |
|
Length |
3-4Mtr of normal,Max about10Mtr |
2-5 fixed length |
|
Tolerance |
OD/ID :±0.04-0.15mm ; Thk :±0.04-0.15mm ; within standard |
OD/ID :±0.02mm ; THK :±0.02mm ;within standard |
|
Surface |
Normally BA (bright annealing)and part of MP (machine polishing) |
|
|
Test |
UT, ET, HT, RT,etc, and others as the requests of the customers |
|
|
Application |
Automation equipment, Hydraulic system,Medical,Precision instrument and parts, Electric heat pipe, Automobile,etc |
|
Introduce of tinsi-steel seamless capillary
Seamless capillary tube is difference from weld capillary. Tinsi steel raw material normally base on cold working precision tube with bright annealing finish. First of seamless capillary process, a red-hot stainless steel forged hollow rod is formed with a pilger. After the bar has cooled, the tube is cold drawn through a die, and if needed over a plug or mandrel for further sizing. This cold drawing process continues until the tube is at its specified final dimensions.
Certain applications demand seamless stainless steel tubing for critical functions. Often, seamless tubing is required for petrochemical, gas or nuclear applications where high pressures and exposure to corrosive environments are the norm, or if the tube's wall is too thick to be rolled and welded. Seamless tubing is manufactured by repeatedly drawing a forged hollow bar through a series of smaller dies. No welding takes place at all during the process, avoiding microscopic changes in the grain structure of the tube. TINSI's unique tooling and setup capabilities allow us to produce small runs of stainless small diameter seamless tube in a matter of a few weeks, not several months. We also offer competitive pricing on larger quantity seamless tube if required. Coils, straight lengths or fully finished fabricated parts are all within TINSI's capabilities for seamless tubing. The majority of tinsi's seamless tubing is custom made, except for standard commercial grade sizes which can be found on our commercial tubing page. Additionally, TINSI stocks millions of feet of standard and non standard welded and drawn sizes, if this method is acceptable for your application.
Introduce of tinsi-steel welded capillary
Welded and drawn is the preferred tubing choice in tube pipe size range OD less than 12mm ;WT less than 0.5mm,in terms of economy, lead time and tolerancing compared,concentricity,to welded in most instances. and tinsi-steel offer lowest minimums in the industry and competitive pricing,and customized tubing you could got cheaper, faster and better than the others as below
Process Method of tinsi-steel welded capillary
The flagship lines of stainless steel welded capillary tubing same as needle tubing process provided by tinsi-steel are manufactured using the (Tungsten Inert Gas) High frequency automatic welded and coil precision plug (floating or mandrel) drawn process. According to the actual application requirements,without bright annealing (heat treatment) or be offerd in finish or mid process is important technologe of tinsi-steel to ensure physical and mechanical properties condition.
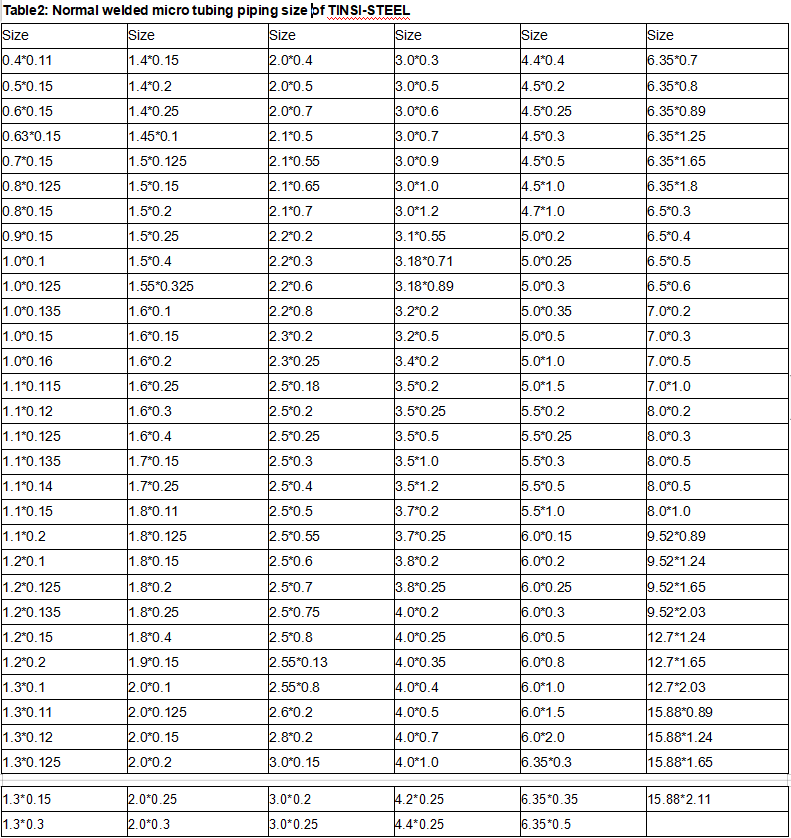
Welded micro tubing piping plug drawing process
Concentricity of welded tubing for micro is far superior to seamless. However, it is a fallacy to say that an as - welded tube using the laser process (not drawn) provides a measurable improvement in concentricity over welded & drawn material. When applications demand fine finishes, such as laboratory sampling and blood analyzers, tinsi can produce premium quality tube using double and even triple plug draws. Where fabrication requirements dictate greater malleability, special runs can be manufactured with tempers ranging from annealed through all intermediate ranges. A technological process limitation exists as average wall sizes approach 2mm.
tinsi-steel stock and custom runs are offered at very competitive prices typically found when purchasing lower quality, loose tolerance material. It has been well established that our process yields a more rigid, stronger, stiffer product with better finishes and greatly reduced probability of failure in fabrication. The reliability of our process has stood the test of time.
Advance of tinsi-steel welded capillary
1.Often, manufacturers of laser welded tubing perform the welding very close to final sizing. This an economical advantage, and with sizing using OD.ID. tooling, as tinsi steel process can arise: a) total homogenization of the weld zone into the base metal, b) uniform hardness and exacting tolerances.
2.The welding is done in an inert gas atmosphere which results in superior cleanliness and no surface oxidation.Drawing oils are easily removed with conventional surfactants or can be flushed before final sizing of the capillary tubing
3.When applications demand fine finishes, such as laboratory sampling and blood analyzers(such as medical applianment), tinsi can produce premium quality tube using double and even triple plug draws ensure inner more smoother. Where fabrication requirements dictate greater malleability, special runs can be manufactured with tempers ranging from annealed through all intermediate ranges.
Please trust tinsi-steel company focus on stainless steel capillary and needle tubing more than 20 years of experience with quality, competitive production and fabrication. It has been well established that our process yields a more rigid, stronger, stiffer product with better finishes,We have been there and continue to do that.
Table: stainless steel capillary size range and tolerance of TINSI-STEEL
|
welded capillary |
seamless capillary |
||||||
|
OD |
tolerance |
WT |
Noamal Tolerance WT/ID -/+mm |
OD |
tolerance |
WT |
Noamal Tolerance WT/ID -/+mm |
|
3.0-5.0 |
0.03 |
0.2-0.5 |
0.03 |
2.5-3.0 |
0,05 |
0.3-0.5 |
0.05 |
|
3.0-5.0 |
0.03 |
0.5-1.0 |
0.05 |
3.0-4.0 |
0,05 |
0.25-0.4 |
0.05 |
|
5.0-8.0 |
0.03 |
0.2-0.5 |
0.03 |
3.0-4.0 |
0,05 |
0.4-0.8 |
0.05 |
|
5.0-8.0 |
0.03 |
0.5-0.8 |
0.05 |
4.0-6.0 |
0,05 |
0.3-0.4 |
0.05 |
|
8.0-10.0 |
0,05 |
0.2-0.5 |
0.05 |
4.0-6.0 |
0,05 |
0.5-1.0 |
0.08 |
|
8.0-10.0 |
0,05 |
0.5-0.8 |
0.05 |
6.0-8.0 |
0.08 |
0.3-0.4 |
0.05 |
|
10.0-14.0 |
0,05 |
0.2-0.5 |
0.05 |
6.0-8.0 |
0.08 |
0.5-1.0 |
0.08 |
|
10.0-14.0 |
0,05 |
0.5-0.8 |
0.05 |
8.0-14 |
0.08 |
0.3-0.4 |
0.08 |
|
|
|
|
|
8.0-14 |
0.08 |
0.5-1.5 |
0.08 |
|
NOTE: 1. generally, the thin-walled capillary cold working final deliveried without bright annealing. 2. heat treatment increased OD.ID.tolerance,tinsi-steel provide more precise tolerances than specification standards.and more precision tolerance can be controlled as list for cold delivery. |
|||||||
Chemical Composition
6.1 The steel shall conform to the requirements as to chemical composition as specification in Table 1.
Table1. Chemical Requirement of stainless steel capillary ASTM A632
|
|
Composition,% |
||||||||
|
Grade UNS |
TP304 |
TP304L |
TP310 |
TP316 |
TP316L |
TP317 |
TP321 |
TP347 |
TP348 |
|
S30400 |
S30403 |
S31000 |
S31600 |
S31603 |
S31700 |
S32100 |
S34700 |
S34800 |
|
|
Carbon,max |
0.08 |
0.03 |
0.15 |
0.08 |
0.03 |
0.08 |
0.08 |
0.08 |
0.08 |
|
Manganese,max |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
Phosphorus,max |
0.045 |
0.045 |
0.045 |
0.045 |
0.045 |
0.045 |
0.045 |
0.045 |
0.045 |
|
Sulfur,max |
0.03 |
0.03 |
0.03 |
0.03 |
0.03 |
0.03 |
0.03 |
0.03 |
0.03 |
|
Silicon,max |
0.75 |
0.75 |
0.75 |
0.75 |
0.75B |
0.75 |
0.75 |
0.75 |
0.75 |
|
Nickel |
8.0–11.0 |
8.0–13.0 |
19.0–22.0 |
11.0–14.0 |
10.0–15.0 |
11.0–14.0 |
9.0–13.0 |
9.0–13.0 |
9.0–13.0 |
|
Chromium |
18.0–20.0 |
18.0–20.0 |
24.0–26.0 |
16.0–18.0 |
16.0–18.0 |
18.0–20.0 |
17.0–20.0 |
17.0–20.0 |
17.0–20.0 |
|
Molybdenum |
... |
... |
... |
2.00–3.00 |
2.00–3.00 |
3.00–4.00 |
... |
... |
... |
|
Titanium |
... |
... |
... |
... |
... |
... |
D |
... |
... |
|
Columbium+tantalum |
... |
... |
... |
... |
... |
... |
... |
E |
E |
|
Tantalum, max |
... |
... |
... |
... |
... |
... |
... |
... |
0.1 |
|
A New designation established in accordance with Practice E527 and SAE J 1086, Practice for Numbering Metals and Alloys (UNS). B For seamless TP316L tubes, the silicon maximum shall be 1.00 %. C For welded TP316 tubes, the nickel range shall be 10.0–14.0 %. D Grade TP321 shall have a titanium content of not less than fifive times the carbon content and not more than 0.60 %. E Grades TP347 and TP 348 shall have a columbium plus tantalum content of not less than ten times the carbon content and not more than1.0 % |
|||||||||
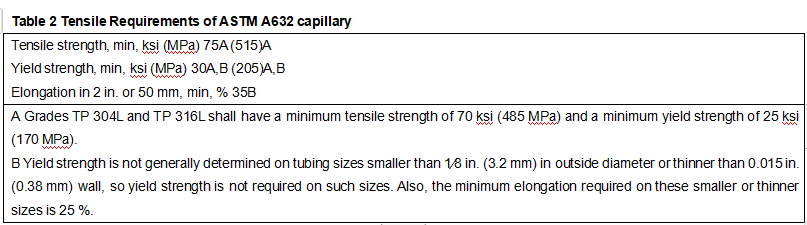
Mechanical Properties
8.1 Tensile Requirements—The material shall conform to the requirements as to tensile properties specified in Table 2.
These mechanical properties apply to tubing 0.125 in. (3.2mm) and larger in outside diameter by 0.015in. (0.38 mm)in wall thickness and heavier. Smaller sizes are available meeting the minimum tensile strength specified in Table 2; however, yield strength is not generally determined on such sizes, and the minimum elongation shall be 25 %.Permissible Variations in Dimensions
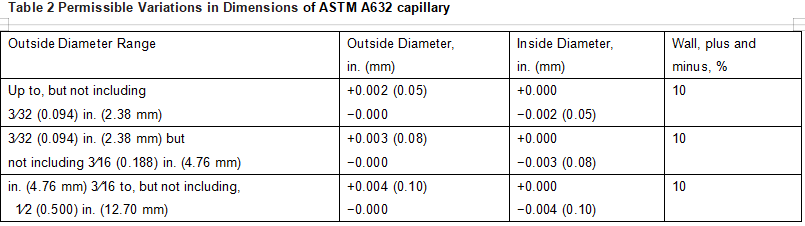
Permissible Variations in Dimensions
9.1 Variations in diameter and wall thickness from those specified shall not exceed the amounts specified in Table 3.
Surface Condition
1.Original metal bright surface:precision working finish clean without oil
2.BA:The tubes pickled free of scale. When bright annealing is used, pickling is not required.
3.Polish:MP or EP
Contact: Hyman.C
Phone: 15825401620
Tel: +86-0577 56666518
Email: info@tinsi-steel.cn
Add: factory address: no272,Yongning West Road,Xiping Street, Songyang,Li shui,China
LiveChatclose
 Send Email
Send Email tinsi-steel
tinsi-steel